01 Introduction
Brittle materials, due to their excellent thermal stability, chemical stability, high electrical insulation, and corrosion resistance, can operate in harsh environments such as high temperature, high pressure, and high frequency. They are widely used in optoelectronic devices, medicine, engineering construction heat transfer, and other fields. With the development of precision machining technology, the application of micro-holes has received extensive attention, such as in integrated circuit packaging and microfluidic devices. For different application scenarios, the morphology, shape, and precision requirements of micro-holes vary. Chip cooling and microfluidic devices usually require through-hole structures with small taper angles. Cooling through-holes pursue higher roundness and aspect ratios, i.e., smaller diameters and greater depths. Femtosecond laser machining is an excellent method for manufacturing micro-holes, offering fast processing speed and high spatial resolution. However, using femtosecond lasers to fabricate micro-holes has significant drawbacks, such as molten edge accumulation, uncontrollable taper angles, and high surface roughness. At present, the fabrication of high-quality micro-holes in brittle materials using femtosecond laser processing faces many urgent issues and challenges.
02 Femtosecond Laser Processing Strategies
Femtosecond laser drilling of brittle materials mainly relies on two methods. One is the direct ablation of the material surface by femtosecond laser, which usually requires water assistance, wet etching, ultrasonic assistance, or atmospheric assistance to improve processing precision. Figure 1 shows femtosecond laser drilling with water assistance, wet etching, and ultrasonic assistance. The figure also illustrates the microscopic coupling mechanism of ultrasonic-assisted femtosecond laser drilling.
![]()
![]()
Figure 1. Water-assisted, wet-etching-assisted, and ultrasound-assisted femtosecond laser drilling.
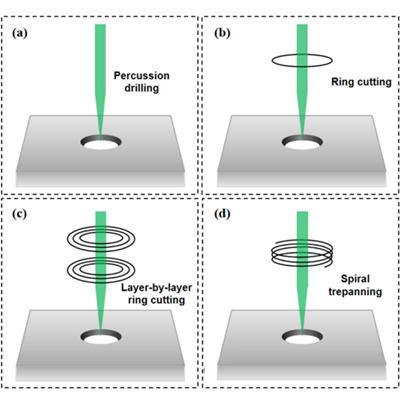
In addition, the machining path has a great impact on micro-hole quality. Common machining paths can be divided into four main types: percussion drilling, annular drilling, layered annular drilling, and spiral drilling, as shown in Figure 2. Percussion drilling focuses the femtosecond laser directly on the material surface. This method is simple and easy to operate, but molten material tends to form around the hole, reducing roundness. Annular cutting follows a preset circular path with repeated laser irradiation, where repeated heating can cause recast layers and heat-affected zones. Nevertheless, annular drilling produces better quality micro-holes than percussion drilling and can improve processing speed. Layered annular cutting performs laser processing layer by layer along a preset path, where the vertical layers are discontinuous. In contrast, spiral drilling features continuous vertical layer paths, allowing the laser focus to move gradually from inside to outside and top to bottom as the material is removed. It achieves high aspect ratios and produces higher-quality hole walls. However, debris accumulates and is difficult to remove as the laser moves downward.
![]()
Figure 2. Different laser drilling paths
03 Femtosecond Laser Drilling of Hard Materials
Water assistance is a key factor in enhancing hole quality. However, when samples are immersed in water, maintaining a flat water layer during processing is difficult. Disturbances caused by laser beam movement can generate bubbles and uneven thickness, resulting in irregular ripples and poor surface morphology of the holes. Therefore, letting water contact the backside of the substrate and focusing the laser on the back for inverted processing has emerged as a superior approach. By using femtosecond laser processing to create initial through-holes in a silicon substrate combined with water circulation, the preparation of silicon through-holes is significantly improved. As shown in Figure 3, water on the support flows out as debris is removed during processing. The formed water circulation maintains a stable water level and removes bubbles. The resulting through-holes are curved due to asymmetric reflection on the inner wall and interactions between the laser and ablation products. After the first hole forms, water enters from the backside of the substrate. The interaction between water and the laser causes lateral expansion, thereby improving the geometry of micro-holes. The geometry and splashing range around the edges of silicon micro-holes are closely related to temperature. As temperature increases, hole depth increases, taper decreases, and the sputtering area shrinks continuously.
![]()
Figure 3. (a) Schematic diagram of the water circulation device. (b) Images of vertical holes and inclined holes at a 30° angle to the surface normal produced by the water circulation device.
Silicon carbide (SiC), as a third-generation semiconductor material, has high hardness, high thermal conductivity, a wide bandgap, and a high critical breakdown field, making it ideal for applications in power and high-temperature environments. Preparing micro-holes in SiC substrates enables direct chip cooling, thereby improving heat dissipation efficiency. Femtosecond laser drilling combined with selective chemical etching is an effective method for fabricating through-holes in single-crystal SiC. After laser irradiation, the laser-affected zone includes SiOₓ, Si, and amorphous SiC, which are typically removed using a mixed solution of 40 wt% hydrofluoric acid and 65 wt% concentrated nitric acid (1:1 volume ratio). This method has high selectivity, and while forming micro-holes, it can introduce nanostructures to diversify crystal functionalities, such as forming nanoripples on hole walls to enhance surface wettability.
Besides silicon and its composites, femtosecond lasers are also used to drill other materials such as diamond and sapphire. In addition to high hardness and chemical stability, these materials also exhibit excellent optical and thermal properties, making them widely applicable in electronics and optics. Micro-holes formed in such materials can be used for heat dissipation and photonic devices. Processing parameters such as laser power, exposure time, and pulse number significantly affect micro-hole fabrication in diamond and sapphire. By finely tuning laser parameters, higher-quality micro-holes can be achieved. Figure 4 shows an hourglass-shaped through-hole with good morphology and no thermal damage to the diamond. The inlet diameter is 92 μm, the outlet diameter is 95 μm, and the narrowest waist diameter is 28 μm. At low laser power and short exposure times, femtosecond lasers can generate laser-affected zones inside the diamond, which can be removed by post-treatment methods such as wet etching.
![]()
Figure 4. (a, b) Entrance and exit of hourglass-shaped through-holes; (c1–c3) Micrographs of different microhole shapes on sapphire; (d1–d3) Scanning electron microscope images.
04 Conclusion
Femtosecond laser micro-hole processing has broad applications in high-precision micro/nano fabrication. Researchers have already fabricated micro-holes in brittle materials using femtosecond lasers, including through-holes, blind holes, tapered holes, and irregular holes. For example, through-holes in SiC substrates for chip cooling, and dense hole arrays in glass substrates for biological screening. This paper briefly outlines femtosecond laser fabrication of micro-holes in brittle materials, as well as the effects of different material types (such as glass, silicon, and SiC) on machining quality. Although femtosecond laser micro-hole fabrication has made great progress, many issues remain to be addressed as demand for high-quality micro-holes increases. First, the ablation mechanism in brittle materials remains unclear; the theoretical system of femtosecond laser micro/nano machining is also incomplete, requiring exploration and validation with different models. Second, as brittle materials are increasingly applied in real life, micro-hole quality must meet rising requirements. Brittle materials are prone to cracking and debris generation during processing, requiring continuous optimization of laser parameter combinations. Finally, due to equipment limitations and processing conditions, large-scale femtosecond laser drilling is still challenging, and efficiency needs to be improved. Based on femtosecond laser technology, auxiliary methods such as water assistance and wet etching can be selected according to material characteristics, and any combination of methods may produce new hybrid processes. In addition, spatiotemporal beam shaping using Bessel beams and GHz-pulse mode lasers will help achieve higher quality and efficiency. Femtosecond laser micro-hole processing in brittle materials has proven to be an effective tool for fabricating advanced devices, which is crucial to establishing the role of femtosecond laser machining in modern manufacturing.
**--Cite the article published by 高能束加工技术 on August 25, 2025, in the WeChat public account "High-Energy Beam Processing Technology and Applications."



















