01 Introduction
Laser Beam Welding (LBW), known for its high speed, precision, and non-contact nature, is widely used in industries such as automotive, aerospace, and electronics. It shows unique advantages especially in the joining of dissimilar materials. However, solidification cracking that occurs during the welding process is one of the key defects limiting its industrial application. These cracks usually form at the final stage of solidification in the fusion zone due to the combined effects of thermal stress, solidification shrinkage, and the presence of liquid films at grain boundaries, significantly reducing the mechanical performance and fatigue life of the joint.
02 Formation Mechanism
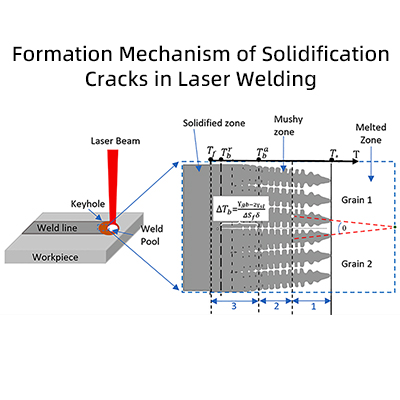
The core mechanism of solidification cracking lies in the residual liquid films at grain boundaries during the final stage of solidification. The molten pool during solidification can be
divided into three zones: free liquid zone, constrained liquid zone, and solid zone, as shown in Figure 1. In the constrained liquid zone, liquid flow is restricted and cannot compensate for the strain caused by shrinkage, leading to grain boundary separation. The stability of the liquid film is determined by the ratio of grain boundary energy (γgb) to solid-liquid interfacial energy (γsl): if γgb < 2γsl, the liquid film is unstable and grains merge; otherwise, the film remains stable and prone to cracking.
![]()
Figure 1. Schematic diagram of laser welding (left) Molten pool area during solidification (right).
Moreover, the formation of solidification cracks is also related to the metallurgical properties of the material. Different materials exhibit different solidification characteristics, such as solidification temperature range, shrinkage rate, and distribution of alloying elements, all of which affect crack sensitivity. For example, materials with more low-melting eutectic phases are more sensitive to solidification cracks, as continuous liquid films are more likely to form during solidification, intensifying crack formation.
In laser welding, process parameters such as laser power, welding speed, and spot size also influence solidification cracking. These parameters affect the heat input and temperature gradient, thereby altering the solidification structure and grain morphology. For instance, high laser power and low welding speed result in high heat input and slow cooling, promoting the growth of columnar grains and increasing crack sensitivity. In contrast, low power and high speed lead to low heat input and rapid cooling, facilitating equiaxed grain formation and reducing crack sensitivity.
03 Suppression Measures
To effectively suppress solidification cracking in laser welding, researchers have proposed various strategies, mainly focusing on controlling grain structure, optimizing welding parameters, and improving material characteristics. Refining the grain structure increases the number of grain boundaries and reduces strain concentration, thereby mitigating cracking. Studies show that laser beam oscillation can convert columnar grains into fine equiaxed grains without adding materials. Laser beam oscillation disperses laser energy, induces turbulence in the molten pool, disrupts columnar grain growth, and promotes equiaxed grain formation, as shown in Figure 3. Additionally, oscillation increases the molten pool width, reduces the temperature gradient, and extends solidification time, aiding solute diffusion and replenishment of the liquid film, which significantly reduces crack sensitivity.
![]()
Figure 2. Liquid film distribution at grain boundaries under different molten pool shapes.
![]()
Figure 3. Schematic diagram of welding molten pool, a, b) no oscillation, c, d) transverse oscillation, e, f) longitudinal oscillation, g, h) circular oscillation.
Besides oscillation, the use of dual laser sources is also an effective method to suppress solidification cracking. Dual lasers can optimize thermal cycling and promote the transformation from columnar to equiaxed grains, reducing grain size and strain concentration. For example, using a CO₂ laser as the main heat source and an Nd:YAG pulsed laser as an auxiliary source can optimize the thermal cycle during welding, promote equiaxed grain formation, and reduce solidification crack sensitivity, as shown in Figure 4.
![]()
Figure 4. a) CO2 laser welding, b) solidification crack along columnar crystal, c) dual light source welding, d) no crack in weld.
Optimizing welding parameters is another important strategy. Adjusting laser power, welding speed, and spot size can control heat input and temperature gradients, affecting the solidification structure and grain morphology. Research shows that preheating can reduce cooling rates, promote equiaxed grains, and reduce crack sensitivity, as shown in Figure 5. In addition, techniques such as pulsed laser welding and increased welding speed can also alter heat input and cooling rates, facilitating the columnar-to-equiaxed grain transformation and lowering crack sensitivity.
![]()
Figure 5. a) No preheating, b) Equiaxed grains preheated at 300°C.
In dissimilar material laser welding, the significant differences in physical and chemical properties often lead to the formation of brittle intermetallic compounds, which are a major cause of solidification cracks. Therefore, adjusting laser parameters and settings to reduce the formation or amount of IMCs is an important strategy. For example, in copper-aluminum dissimilar welding, controlling laser offset and welding speed can reduce the mixing ratio in the molten pool, thus lowering the formation of brittle IMCs and reducing crack sensitivity. Additionally, filler materials can improve joint performance and reduce cracking by altering the composition and microstructure of the weld, reducing IMC formation, and enhancing joint toughness.
04 Conclusion
Solidification cracking is a common defect in laser welding, with a complex formation mechanism involving thermal, mechanical, and metallurgical factors. In-depth research into these mechanisms provides a theoretical basis for crack suppression. In recent years, researchers have proposed various strategies focused on grain structure control, welding parameter optimization, and material property enhancement. These strategies have proven effective in reducing solidification crack sensitivity and improving weld quality and reliability. However, due to the complexity and variability of laser welding processes, current studies still face limitations. For instance, suppression mechanisms under different material systems and welding conditions require further in-depth investigation.
**--Cite the article published by 高能束加工技术 on February 10, 2025, in the WeChat public account "High-Energy Beam Processing Technology and Applications."



















