01 Laser Processing Head In laser material processing, it is typically necessary to focus the laser beam onto the workpiece, and the device that accomplishes this is known as the processing head. Depending on the application, it is commonly referred to as a cutting head, drilling head, or welding head. The laser processing head can be seen as the end module of the beam delivery system and integrates optics, mechanics, sensing, and cooling technologies. Its design and performance directly determine the precision and efficiency of the entire laser processing operation.
Figure 1 Industrial laser cutting head from TRUMPF
02 Functions and Features of Laser Processing Heads
2.1 Beam Focusing During laser material processing, the laser must be focused onto a small point on the workpiece. This is necessary because most processes (such as cutting, drilling, and welding) require extremely high optical intensity and power density (power per unit area) to exceed the ablation threshold of the material. Typically, the laser is delivered to the processing head as a near-collimated beam (with a relatively large diameter and low divergence), then focused via lenses or curved mirrors within the head. The choice of focusing optics depends on the process requirements. For low-power applications, focusing lenses are often used due to their simple structure and ease of alignment. However, at high power, lenses can suffer from thermal lensing due to energy absorption, causing focal drift and beam quality degradation. In contrast, curved mirrors (such as parabolic mirrors) offer better thermal handling and broader spectral applicability, making them suitable for high-power laser systems. All optical elements inside the processing head—including lenses, mirrors, and anti-reflection coatings—are optimized for specific spectral ranges, resulting in wavelength-specific heads (e.g., for 1 μm Yb-doped fiber lasers or YAG lasers, 10.6 μm CO₂ lasers, 532 nm/515 nm green lasers, or 2 μm lasers). For free-space laser systems, the ideal input beam should be a collimated beam with suitable radius and high beam quality (i.e., low M² value). For fiber-delivered systems, although fiber core diameter and numerical aperture (NA) are key parameters, the actual mode distribution inside the fiber also affects the final focus performance. Every laser processing head has a power handling limit, determined not only by the average damage threshold and thermal capacity of the optics but also by the peak power (in pulsed lasers). Beam quality directly impacts design compactness: better beam quality (low M²) allows the use of smaller optics to achieve diffraction-limited focusing, enabling a more compact head design.
2.2 Beam Positioning and Scanning Beam positioning on the workpiece is critical, especially in micro-processing applications where tolerances are under 1 mm. Positioning strategies operate on two levels:
Macroscopic: achieved by moving the entire processing head or workpiece, suitable for systems with fixed beam paths.
Microscopic: advanced heads integrate laser scanning systems—typically galvanometer mirrors—that rapidly deflect the beam in 1D or 2D planes and sometimes adjust the focal depth axially. There are two main scanning head configurations:
Post-focusing scanning, where scanning mirrors are placed after the focusing optics. This setup allows for a smaller optical aperture and reduced aberrations, suitable for large working distances.
Pre-focusing scanning, where mirrors are placed before the focusing lens, often in combination with f-theta lenses to maintain beam direction regardless of workpiece position. However, the working area is limited by lens size. Some specialized heads perform high-speed circular scanning (e.g., for precision hole cutting). For tasks requiring complex spatial orientation—such as welding or cutting on curved surfaces—the processing head can be mounted on a robotic arm with 5 or 6 degrees of freedom. This allows full 3D positioning and orientation control of the beam, but demands high-level integration of mechatronics and real-time motion control.
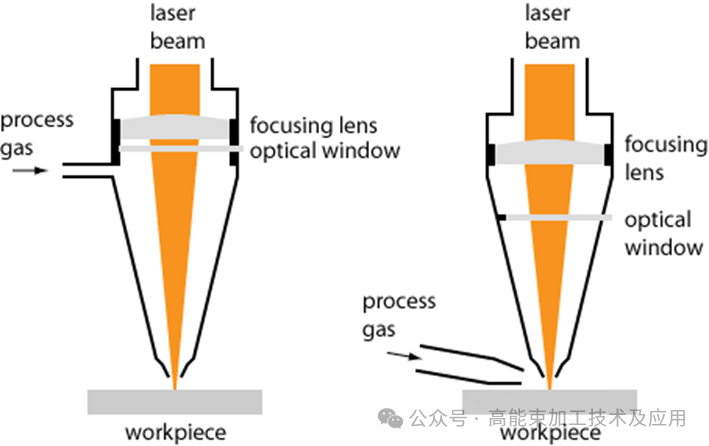
2.3 Process Gases In most cases, inert gases like nitrogen or argon are used to form a protective atmosphere around the laser interaction zone, preventing oxidation of the workpiece at high temperatures. In some laser cutting applications, compressed air or pure oxygen is used to enhance cutting performance via exothermic reactions. Process gases also play a crucial mechanical role by blowing away molten or vaporized material from the cut or melt pool through a high-pressure jet. For effective material removal, precise high-pressure airflow is required, and the distance between the head and the workpiece must be minimal. The gas delivery method varies by process:
In cutting and drilling, gases are usually delivered coaxially with the laser beam through a common nozzle, ensuring direct impact on the work zone.
In welding and surface hardening, where surface integrity must be preserved, gases are often applied laterally as laminar flow along the workpiece surface to protect the melt pool or cool the area. In some cases, gases are used inside the head to shield optics from fumes or debris generated during processing.
Figure 2 Left: Laser cutting head with fast coaxial process gas flow. Right: Welding head with slow lateral process gas flow
2.4 Material Feeding In addition to gases, some laser processes require the supply of consumable solid materials. In laser welding, filler materials are often used to bridge gaps or tailor the metallurgy of the joint. These materials can be in the form of wire, powder, or fine particles and are typically delivered via feeders mounted to the side of the processing head. Processes like laser cladding or alloying also require metal or ceramic powders to be pre-deposited or synchronously fed into the laser action area to form a new surface with desired properties (e.g., wear or corrosion resistance). There are two main delivery methods for solid materials:
Coaxial feeding, where material is sprayed along with the laser beam via specially designed nozzles.
Lateral feeding, where material is injected from the side into the laser zone. The direction of feed has a major impact on results. For instance, in welding, whether the wire is pushed into or pulled from the melt pool significantly affects heat absorption, flow behavior, and final weld shape and quality.
Fig. 3 Laser additive manufacturing with wire feed integrated into the processing head
**--Cite the article published by 高能束加工技术 on July 14, 2025, in the WeChat public account "High-Energy Beam Processing Technology and Applications."
Please don’t hesitate to let us know your needs at any time, and we will provide you with detailed quotation plans and reasonable prices. We are looking forward to your cooperation!
Feel free to reach out to us anytime, day or night, via fax, email, or phone. Alternatively, you can use our quick contact form to inquire about our services. We're here to answer any questions you may have.
阿斯达是===uyUfgNJDRHsj
npKfAVIwRavO nrUOptHBfdnE
GET SOCIAL
PHONE / WhatsApp
+86-18372192596
ADDRESS
NO.4 Huanglong Shan North Road, East Lake High-tech District, Wuhan City, China
Email
suniclaser@sunic.com.cn
ARGUS LASER
Professional Laser Solutions Partner Since 1998 Trusted Manufacturer of Laser Cutting & Engraving Machines in China